Engrane
L'engrane ye'l mecanismu utilizáu pa tresmitir potencia mecánica d'un componente a otru. Los engranes tán formaos por dos ruedes dentaes, de les cualos la mayor denominar corona y la menor piñón. Un engrane sirve pa tresmitir movimientu circular por aciu el contautu de ruedes dentaes. Una de les aplicaciones más importantes de los engranes ye la tresmisión del movimientu dende'l eje d'una fonte d'enerxía, como pue ser un motor de combustión interna o un motor llétricu, hasta otra exa asitiada a cierta distancia y qu'hai de realizar un trabayu. De manera que una de les ruedes ta coneutada pola fonte d'enerxía y ye conocida como rueda motriz y la otra ta coneutada a la exa que tien de recibir el movimientu de la exa motora y que se denomina rueda conducida.[1] Si'l sistema ta compuestu de más d'un par de ruedes dentaes, denominar tren.
| Engrane | |
|---|---|
| Máquina cenciella | |
| rueda | |
 | |


La principal ventaya que tienen les tresmisiones por engrane respectu de la tresmisión por polees ye que non patinan como les polees, colo que se llogra exactitú na rellación de tresmisión.
Historia
editar
Dende dómines bien alloñaes utilizáronse cuerdes y elementos fabricaos en madera pa solucionar los problemes de tresporte, impulsión, elevación y movimientu. Naide sabe a ciencia cierta ónde nin cuándo s'inventaron los engranes. La lliteratura de l'antigua China, Grecia, Turquía y Damascu menten engranes pero nun apurren munchos detalles de los mesmos.

El mecanismu de engranes más antiguu de que los sos restos disponemos ye'l mecanismu de Anticitera.[2] Trátase d'una calculadora astronómica datada ente'l 150 y el 100 e.C. y compuesta por siquier 30 engranes de bronce con dientes triangulares. Presenta carauterístiques teunolóxiques avanzaes como por casu trenes d'engranes epicicloidales que, hasta'l descubrimientu d'esti mecanismu, creíense inventaos nel sieglu XIX. Por cites de Cicerón sábese que'l de Anticitera nun foi un exemplu aislláu sinón qu'esistieron siquier otros dos mecanismos similares nesa dómina, construyíos por Arquímedes y por Posidonio. Per otru llau, a Arquímedes suélse-y considerar unu de los inventores de los engranes porque diseñó un torniellu ensin fin.
En China tamién se caltuvieron exemplos bien antiguos de máquines con engranes. Un exemplu ye'l llamáu "carru qu'apunta escontra'l Sur" (120-250 d. C.), un atélite mecanismu que caltenía'l brazu d'una figura humana apuntando siempres escontra'l Sur gracies al usu de engranes diferenciales epicicloidales. Daqué anteriores, d'en redol a 50 d. C., son los engranes helicoidales tallaos en madera y topaos nuna tumba real na ciudá china de Shensi.[2]
Nun ta claru cómo se tresmitió la teunoloxía de los engranes nos sieglos siguientes. Ye posible que la conocencia de la dómina del mecanismu de Anticitera sobreviviera y contribuyera al florecimientu de la ciencia y la teunoloxía nel mundu islámicu de los sieglos IX al XIII. Por casu, un manuscritu andalusí del sieglu XI menta per vegada primera l'usu en relós mecánicos tantu d'engranes epicíclicos como d'engranes segmentados.[3] Los trabayos islámicos sobre astronomía y mecánica pueden ser la base que dexó que volvieren fabricase calculadores astronómiques na Edá Moderna. Nos entamos del Renacimientu esta teunoloxía utilizar n'Europa pal desenvolvimientu de sofisticaos relós, na mayoría de los casos destinaos a edificios públicos como catedrales.[4]

Leonardo da Vinci, muertu en Francia en 1519, dexó numberosos dibuxos y esquemes de dalgunos de los mecanismos utilizaos güei diariamente, incluyíu dellos tipos de engranes de tipu helicoidal.
Los primeros datos qu'esisten sobre la tresmisión de rotación con velocidá angular uniforme per mediu de engranes, correspuenden al añu 1674, cuando'l famosu astrónomu danés Olaf Roemer (1644-1710) propunxo la forma o perfil del diente en epicicloide.
Robert Willis (1800-1875), consideráu unu de los primeros inxenieros mecánicos, foi'l que llogró la primer aplicación práutica de la epicicloide al emplegala na construcción d'una serie de engranes intercambiables. De la mesma manera, de los primeros matemáticos foi la idea del emplegu de la evolvente de círculu nel perfil del diente, pero tamién se deben a Willis les realizaciones práutiques. A Willis débese-y la creación del odontógrafo, aparatu que sirve pal trazáu simplificáu del perfil del diente de evolvente.
Ye bien posible que fuera'l francés Phillipe de Lahire el primeru en concebir el diente de perfil en evolvente en 1695, bien pocu tiempu dempués de que Roemer concibiera'l epicicloidal.
La primer aplicación práutica del diente en evolvente foi debida al suizu Leonhard Euler (1707). En 1856, Christian Schiele afayó'l sistema de fresado de engranes rectos per mediu de la fresa madre, pero'l procedimientu nun se llevaría a la práutica hasta 1887, a base de la patente Grant.[5]

En 1874, el norteamericanu William Gleason inventó la primer fresadora de engranes cónicos y gracies a l'aición de los sos fíos, especialmente la so fía Kate Gleason (1865-1933), convirtió a la so empresa Gleason Works, aniciada en Rochester (Nueva York, EEXX) nuna de les fabricantes de máquines ferramientes más importantes del mundu.
En 1897, l'inventor alemán Robert Hermann Pfauter (1854-1914), inventó y patentó una máquina universal de dentar engranes rectos y helicoidales por fresa madre. Arriendes de esti inventu y otres munchos inventos y aplicaciones que realizó sobre'l mecanizado de engranes, fundó la empresa Pfauter Company que, col pasu del tiempu, convirtióse nuna multinacional fabricante de too tipu de máquines-ferramientes.
En 1906, l'inxenieru y empresariu alemán Friedrich Wilhelm Lorenz (1842-1924) especializar en crear maquinaria y equipos de mecanizado de engranes y en 1906 fabricó una talladora de engranes capaz de mecanizar los dientes d'una rueda de 6 m de diámetru, módulu 100 y un llargor del dentáu de 1,5 m.

A finales del sieglu XIX, coincidiendo cola dómina dorada del desenvolvimientu de los engranes, l'inventor y fundador de la empresa Fellows Gear Shaper Company, Edwin R. Fellows (1846-1945), inventó un métodu revolucionariu pa mecanizar torniellos ensin fin glóbicos tales como los que se montaben nes caxes de direición de los vehículos primero que fueren hidráuliques.
En 1905, M. Chambon, de Lyon (Francia), foi'l creador de la máquina pal dentáu de engranes cónicos por procedimientu de fresa madre. Aproximao por eses feches André Citroën inventó los engranes helicoidales dobles.[6]
Tipos de engranes
editarLa principal clasificación de los engranes efectuar según la disposición de les sos exes de rotación y según los tipos de dentáu. Según estos criterios esisten los siguientes tipos de engranes:
Exes paraleles
editar
- Cilíndricos de dientes rectos
- Cilíndricos de dientes helicoidales
- Doble helicoidales
Exes perpendiculares
editar- Helicoidales cruzaos
- Cónicos de dientes rectos
- Cónicos de dientes helicoidales
- Cónicos hipoides
- De rueda y torniellu ensin fin
Por aplicaciones especiales pueden citase
editar- Planetarios
- Interiores de cremallera
Pola forma de tresmitir el movimientu pueden citase
editar- Tresmisión simple
- Tresmisión con engrane
- Tresmisión compuesta.
Tresmisión por aciu cadena o polea dentada
editar- Mecanismu piñón cadena
- Polea dentada
Eficiencia de los reductores de velocidá
editarNel casu de Winsmith bazcuya ente'l 80 % y el 90 %, nos helicoidales de Brook Hansen y Stöber ente un 95 % y un 98 %, y nos planetarios alredor del 98 % o (98^(# d'etapes).
Carauterístiques que definen un engrane de dientes rectos
editar

Los engranes cilíndricos rectos son el tipu de engrane más simple qu'esiste. Utilícense xeneralmente pa velocidaes pequeñes y medies; a grandes velocidaes, si nun son rectificaos, o foi correxíu'l so talláu, producen ruiu que'l so nivel depende de la velocidá de xiru que tengan.
- Diente d'un engrane: son los que realicen l'esfuerciu d'emburrie y tresmiten la potencia dende les exes motrices a les exes conducíes. El perfil del diente, esto ye la forma de los sos lladrales, ta constituyíu por dos curves evolventes de círculu, simétriques respectu al exa que pasa pel centru del mesmu.
- Módulu: el módulu d'un engrane ye una carauterística de magnitú que se define como la rellación ente la midida del diámetru primitivu espresáu en milímetros y el númberu de dientes. Nos países anglosaxones emplégase otra carauterística llamada Diametral Pitch, que ye inversamente proporcional al módulu. El valor del módulu afitar por aciu cálculu de resistencia de materiales en virtú de la potencia a tresmitir y en función de la rellación de tresmisión que s'estableza. El tamañu de los dientes ta normalizáu. El módulu ta indicáu por númberos. Dos engranes qu'engranen tienen que tener el mesmu módulu.
- Circunferencia primitiva: ye la circunferencia a lo llargo de la cual engranen los dientes. Con rellación a la circunferencia primitiva determinar toles carauterístiques que definen los distintos elementos de los dientes de los engranes.
- Paso circular: ye'l llargor de la circunferencia primitiva correspondiente a un diente y un vanu consecutivos.
- Espesura del diente: ye la grosez del diente na zona de contautu, esto ye, del diámetru primitivu.
- Númberu de dientes: ye'l númberu de dientes que tien el engrane. Simbolízase como . Ye fundamental pa calcular la rellación de tresmisión. El númberu de dientes d'un engrane nun tien de tar per debaxo de 18 dientes cuando l'ángulu de presión ye 20º nin per debaxo de 12 dientes cuando l'ángulu de presión ye de 25º.

- Diámetru esterior: ye'l diámetru de la circunferencia que llinda la parte esterior del engrane.
- Diámetru interior: ye'l diámetru de la circunferencia que llinda'l pie del diente.
- Pie del diente: tamién se conoz col nome de dedendum. Ye la parte del diente entendida ente la circunferencia interior y la circunferencia primitiva.
- Cabeza del diente: tamién se conoz col nome de adendum. Ye la parte del diente entendida ente'l diámetru esterior y el diámetru primitivu.
- Lladral: ye la cara interior del diente, ye la so zona d'esfregadura.
- Altor del diente: ye la suma del altor de la cabeza (adendum) más l'altor del pie (dedendum).
- Ángulu de presión: el que forma la llinia d'aición cola tanxente a la circunferencia de camín, φ (20º o 25º son los ángulos normalizaos).
- Llongura del diente: ye'l llargor que tien el diente del engrane
- Distancia ente centru de dos engranes: ye la distancia qu'hai ente los centros de les circunferencies de los engranes.
- Rellación de tresmisión: ye la rellación de xiru qu'esiste ente'l piñón conductor y la rueda conducida. La Rt puede ser reductora de velocidá o multiplicadora de velocidá. La rellación de tresmisión encamentada[7] tantu en casu d'amenorgamientu como de multiplicación depende de la velocidá que tenga la tresmisión colos datos emponedores que s'indiquen:
Velocidá lenta:

Velocidá normal :

Velocidá elevada:

Hai dos tipos de engranes, los llamaos de diente normal y los de diente curtiu que la so altor ye más pequeña que'l consideráu como diente normal. Nos engranes de diente curtiu, la cabeza del diente val ( ), y l'altor del pie del diente val ( ) siendo'l valor del altor total del diente ( )



Fórmules constructives de los engranes rectos
editarDiámetru primitivu:

Módulu:

Paso circular:


Númberu de dientes:

Diámetru esterior:

Gruesu del diente:

Buecu del diente:

Diámetru interior:

Pie del diente:

Cabeza del diente:
Altor del diente:

Distancia ente centros:

Ecuación xeneral de tresmisión':

Involuta del círculu base
editarPal movimientu que se tresmite ente un par d'engranes, supónense dos rodiellos en contautu, onde nun hai deslizamiento, al diámetru d'estos rodiellos conózse-yos como diámetru primitivu dp y al círculu que se constrúi con dp conózse-y como círculu primitivu. Con un diente d'engrane pretende enllargase l'aición de los rodiellos, y ye por esa razón que'l perfil que los describe ye una evolvente o involuta. Pal dibuxáu de la involuta ye necesariu definir primero'l círculu base (ver sig. fig.).
i.- A partir del círculu primitivu Cp, nel cuadrante cimeru trázase una recta horizontal tanxente al círculu llográndose'l puntu A.
ii.- Depués, pasando pol puntu A trázase la recta de llinia de contautu d'ángulu Ψ (de presión).
iii.- Darréu constrúyese'l círculu base concéntricu al círculu primitivu tanxente a la llinia de contautu, que foi dibuxada emplegando l'ángulu de presión Ψ, llográndose asina'l puntu B y el radiu base rb (segmentu OB).

Pa dibuxar la involuta (ver sig. fig.) tien de trazase un radiu del círculu base a un ángulu θ respeuto a la exa x, llográndose asina'l puntu B, depués dibuxamos una recta tanxente a círculu base a partir del puntu B y de llargor igual al arcu AB, onde A ye'l puntu d'intersección del círculu base cola exa x. vamos llograr entós un puntu (x, y) que pertenez al llugar xeométricu de la involuta del círculu base. Si repitimos el procedimientu anterior tres veces pa distintos θ y xunimos los puntos (x, y) llograos emplegando plantíes curves, vamos apreciar una esquisa similar al amosáu na siguiente figura.

Les ecuaciones paramétricas que modelen el llugar xeométricu de la involuta del círculu base pueden espresase como:


Les anteriores fórmules correspuenden al cálculu de dientes pa bicicleta, sicasí Dale W. Dubley nel so llibru Manual de Engranes, asitia'l puntu P (vea páxina 270) sobre la curva, y atópase na exa x, la normal nel puntu P ye la exa y, les fórmules fueron desenvueltes por Allan Candee.
Formación de dientes d'engranes
editarEsiste una gran variedá de procedimientos pa formar los dientes d'engranes, como fundición en sable, moldio en pulgu, fundición por revestimiento, fundición en molde permanente, fundición en matriz y fundición centrífuga. Los dientes fórmense tamién por aciu el procesu de metalurxa de polvos o, por estrusión, puede formase una sola barra d'aluminiu y depués rebanarse n'engranes. Engranar que soporten grandes cargues, en comparanza col so tamañu, suelen fabricase d'aceru y córtense con cortadores formadores o con cortadores xeneradores. Na corte de formáu, l'espaciu del diente toma la forma exacta de la cortadora. Na corte de xeneración, una ferramienta que tien una forma distinta del perfil del diente mover en rellación col discu del engrane, pa llograr la forma fayadiza del diente. Unu de los métodos más recién y prometedores de formáu de dientes llámase formáu en fríu o laminado en fríu, nel qu'unos dados rueden contra discos d'aceru pa formar los dientes. Les propiedaes mecániques del metal ameyórense enforma por aciu el procesu de laminado, y coles mesmes llógrase un perfil xeneráu d'alta calidá. Los dientes d'engranes se maquinan por fresado, cepilláu o con fresa madre. Terminar por aciu cepilláu, bruñido, esmerilado o apolazáu. Engranar fechos a partir de termoplásticos tales como nailon, policarbonatos o acetal son abondo populares y fabríquense fácilmente por aciu moldiáu por inyeición. Estos engranes son de baxa a mediana precisión, de baxu costu pa cantidaes d'alta producción y una capacidá de carga llixera, que pueden usase ensin lubricación.
Fresado
editarLos dientes d'engranar pueden cortase con una fresadora de forma, p'afaese al espaciu del diente. En teoría cuando s'emplega esti métodu precísase utilizar una fresa distinta pa cada engrane, porque unu con 25 dientes, por casu, va tener un espaciu del diente con forma distinta a unu que cunte, digamos, con 24. En realidá, el cambéu n'espaciu nun ye tan grande y determinóse que pueden utilizase solamente ocho freses pa cortar con precisión razonable cualesquier engrane, nel rangu de 12 dientes hasta la cremallera. De xacíu, ríquese un xuegu separáu de freses pa cada pasu.
Engranes cilíndricos de dientes helicoidales
editar
Los engranes cilíndricos de dentáu helicoidal tán carauterizaos pol so dentáu oblicuu con rellación a la exa de rotación. Nestos engranes el movimientu tresmitir de manera igual que nos cilíndricos de dentáu rectu, pero con mayores ventayes. Les exes de los engranes helicoidales pueden ser paralelos o cruciase, xeneralmente a 90º. Pa esaniciar l'emburrie axial el dentáu puede faese doble helicoidal.
Los engranes helicoidales tienen la ventaya que tresmiten más potencia que los rectos, y tamién pueden tresmitir más velocidá, son más silenciosos y más duraderos; amás, pueden tresmitir el movimientu d'exes que se corten. De los sos inconvenientes puede dicise que se folien más que los rectos, son más caros de fabricar y precisen xeneralmente más engrase que los rectos.*[8]
Lo más carauterístico d'un engrane cilíndricu helicoidal ye la héliz que forma, siendo considerada la héliz como la meyora d'una vuelta completa del diámetru primitivu del engrane. D'esta héliz deriva l'ángulu β que forma'l dentáu cola exa axial. Esti ángulu tien que ser igual pa los dos ruedes qu'engranen pero d'orientación contraria, esto ye: unu al dereches y l'otru a esquierda. El so valor establezse a priori acordies cola velocidá que tenga la tresmisión, los datos emponedores d'esti ángulu son los siguientes:
Velocidá lenta: β = (5º - 10º)
Velocidá normal: β = (15º - 25º)
Velocidá elevada: β = 30º
Les rellaciones de tresmisión que s'aconseyen son más o menos paecíes a les de los engranes rectos.
Fórmules constructives de los engranes helicoidales cilíndricos
editarDe resultes de la héliz que tienen los engranes helicoidales el so procesu de talláu ye distintu al d'un engrane rectu, porque se precisa d'una tresmisión cinemática que faiga posible consiguir la héliz riquida. Dellos datos dimensionales d'estos engranes son distintos de los rectos.

Diámetru esterior:

Diámetru primitivu:

Módulu normal o real:

Pasu normal o real:

Ángulu de la héliz:

Pasu de la héliz:

Módulu circular o aparente:

Paso circular aparente:

Pasu axial:

Númberu de dientes:

Los demás datos tales como adendum, dedendum y distancia ente centros, son los mesmos valores que los engranes rectos.
Engranes helicoidales dobles
editar.jpg)

Esti tipu de engranes fueron inventaos pol fabricante d'automóviles francés André Citroën, y l'oxetivu que consiguen ye esaniciar l'emburrie axial que tienen los engranes helicoidales simples. Los dientes de los dos engranes formen una especie de V.
Los engranes dobles son una combinación de héliz derecha y esquierda. L'emburrie axial qu'absuerben los sofitos o cojinetes de los engranes helicoidales ye una desventaxa d'ellos y ésta esaníciase pola reaición del emburrie igual y opuestu d'una caña simétrica d'un engrane helicoidal doble.
Un engrane de doble héliz sufre namái la metá del error de deslizamiento que'l d'una sola héliz o del engrane rectu. Tou discutiniu rellacionáu con engranar helicoidales senciellos (d'exes paraleles) ye aplicable a los engranes helicoidales dobles, quitando que l'ángulu de la héliz ye xeneralmente mayor pa los helicoidales dobles, yá que nun hai emburrie axial.
Col métodu inicial de fabricación, los engranes dobles, conocíos como engranes d'escayu, teníen una canal central pa dixebrar los dientes opuestos, lo que facilitaba'l so mecanizado. El desenvolvimientu de les máquines talladores mortajadoras por xeneración, tipu Sykes, fai posible tener dientes continuos, ensin el buecu central. Como interés, la empresa Citroën afixo na so logotipu la buelga que produz la rodadura de los engranes helicoidales dobles.
Engranes cónicos
editar
Los engranes cónicos tienen forma de tueru de conu y dexen tresmitir movimientu ente exes que se corten.[9] Los sos datos de cálculu atópase en prontuarios específicos de mecanizado.
Engranes cónicos de dientes rectos
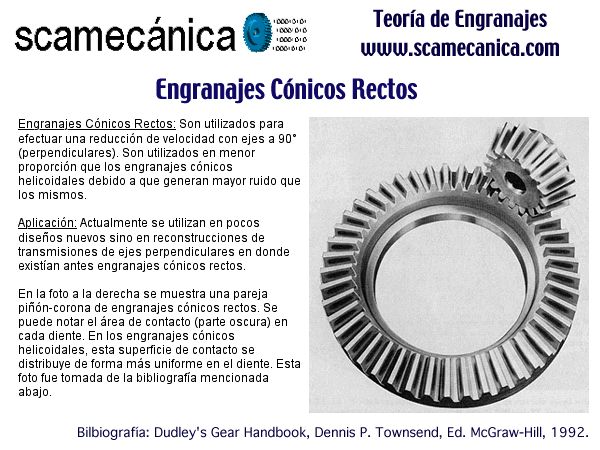
editarEfectúen la tresmisión de movimientu d'exes que se corten nun mesmu planu, xeneralmente n'ángulu rectu anque nun ye l'únicu ángulu pos puede variar dichu ángulu como por casu 45, 60, 70, etc., per mediu de superficies cóniques dentaes. Los dientes converxen nel puntu d'intersección de les exes. Son utilizaos pa efectuar amenorgamientu de velocidá con exes en 90°. Estos engranes xeneren más ruiu que los engranes cónicos helicoidales. Na actualidá úsense bien pocu.[10]
Engrane cónicu helicoidal
editarUtilizar p'amenorgar la velocidá nuna exa de 90°. La diferencia col cónicu rectu ye que tien una mayor superficie de contautu. Ye d'un funcionamientu relativamente silenciosu. Amás pueden tresmitir el movimientu d'exes que se corten. Los datos constructivos d'estos engranes atópase en prontuarios téunicos de mecanizado. Se mecanizan en fresadores especiales, na actualidá Utilizar nes tresmisiones posteriores de camiones y automóviles.[ensin referencies]
Engrane cónicu hipoide
editar
Un engrane hipoide ye un grupu de engranes cónicos helicoidales formaos por un piñón reductor de pocos dientes y una rueda de munchos dientes, que s'instala principalmente nos vehículos industriales que tienen la traición nes exes traseres. Tien la ventaya de ser bien afechu pa les carroceríes de tipu baxu, ganando asina muncha estabilidá'l vehículu. Per otra parte la disposición helicoidal del dentáu dexa un mayor contautu de los dientes del piñón colos de la corona, llográndose mayor robustez na tresmisión. El so mecanizado ye bien complicáu y utilícense pa ello máquines talladores especiales (Gleason)[11]
Torniellu ensin fin y corona
editar

Ye un mecanismu diseñáu pa tresmitir grandes esfuercios, que tamién s'utiliza como reductor de velocidá aumentando'l torque na tresmisión. Xeneralmente trabaya n'exes que se crucien a 90º.
Tien la desventaxa de que'l so sentíu de xiru nun ye reversible, sobremanera en grandes rellaciones de tresmisión, y de consumir n'esfregadura una parte importante de la potencia. Nes construcciones de mayor calidá la corona ta fabricada de bronce y el torniellu ensin fin, d'aceru templáu col fin d'amenorgar la esfregadura. Si esti mecanismu tresmite grandes esfuercios ye necesariu que tea perbién lubricado pa matizar les gastadures por resfregón.
El númberu d'entraes d'un torniellu ensin fin suel ser d'una a ocho. Los datos de cálculu d'estos engranes tán en prontuarios de mecanizado.
El torniellu ensin fin puede mecanizarse por aciu tornos, freses bicónicas o freses centrales. La corona, pela so parte, rique freses normales o freses madre.[12]
Torniellu ensin fin y corona glóbicos

De normal el contautu ente los dientes del torniellu ensin fin y los de la corona asocede nun solu puntu, esto ye, nuna superficie bien amenorgada de metal. Por tanto, cuando la fuercia a tresmitir ye alzada xenérase una fuerte presión nel puntu de contautu. P'amenorgar la presión puede aumentar la superficie de contautu ente'l torniellu ensin fin y la corona, aplicando una de los trés formes siguientes d'acoplamientu:[12]
- corona glóbica y torniellu ensin fin convencional
- torniellu ensin fin glóbico y corona convencional
- torniellu ensin fin glóbico y corona tamién glóbica
Pal mecanizado de torniellos ensin fin glóbicos utilízase'l procedimientu de xeneración que tienen les máquines Fellows.
Fórmules matemátiques pal so cálculu
editarMódulu (M) M =P/π
Pasu Axial (P) P= π .M (cuando ye d'una entrada P = Ph)
Ángulu de la héliz (α, 1 héliz) tan α=P/(Dp . π ) ; tan α=M/Dp
Ángulu de la héliz (α, más de 1 héliz) tan α=(P . N)/(π . Dp) ; tan α= Ph/(π .Dp)
Pasu de la héliz (más d'una héliz) Ph=P .N
Diámetru primitivu Dp=De-2M.
Diámetru esterior De=Dp+2M
Diámetru interior Di=Dp-2,334 x M
Altor total del filete H=2.167 x M (Ángulu de presión de 14.5° y 20°)
Altor de la cabeza filete H1=M (pa cualesquier de los ángulos de presión)
Altor de pies del filete H2=1.167 x M (Ángulu de presión de 14.5° y 20°)
Anchu no fondero del filete (punta de buril) F=0.95 x M (Ángulu de presión de 14.5°)
F=0.66 x M (Ángulu de presión de 20°)
Diches fórmules tomar del llibru de "CAXELLOS llibro de Casillas. Cálculos de Taller. Máquines d'A.L"
Engranes planetarios
editar
Los engranes planetarios, interiores o anulares son variaciones del engrane rectu nos que los dientes tán tallaos na parte interior d'un aniellu o d'una rueda con reborde, en cuenta de nel esterior. Los engranes interiores suelen ser impulsaos por un piñón, (tamién llamáu piñón Sol, que ye un engrane pequeñu con pocos dientes). Esti tipu de engrane caltién el sentíu de la velocidá angular.[13] El talláu d'estos engranes realizar por aciu talladores mortajadoras de xeneración.
La eficiencia d'esti sistema de reductores planetarios ye igual a 0.98^(#etapes); ye dicir si tien 5 etapes d'amenorgamientu la eficiencia d'esti reductor seria 0,904 o 90,4 % aproximao.
Por cuenta de que tienen más dientes en contautu que los otros tipos de reductores, son capaces de tresferir / soportar más par (n'inglés "torque"); polo que'l so usu na industria cada vez ta más estendíu. Yá que xeneralmente un reductor convencional de fleches paraleles n'aplicaciones d'altu momentu debe de recurrir a arreglos de corona / cadenes lo cual non yá rique de más tamañu sinón que tamién va implicar l'usu de llubrificantes pal arreglu corona/cadena.
La seleición de reductores planetarios faise como la de cualesquier reductor, en función del momentu (Newton-metro).
Como cualesquier engrane, los engranes del reductor planetariu son ciños al resfregón y escosamientu de los dientes, (n'inglés pitting y bending).
Por cuenta de que los fabricantes utilicen distintes formes de presentación del tiempu d'operación pa les sos engranes y del momentu máximu que soporten, la ISO tien estándares pa regular esto:
ISO 6636 pa los engranes,
ISO 281 pa los rodamientos y
UNI 7670 pa les exes.
D'esta forma pueden comparase realmente les especificaciones téuniques de los engranes / reductores y puede proyeutase un tiempu d'operación antes de fallu de cualesquier de los mesmos, (yá sían engranes para reductores planetarios o fleches paraleles).
Mecanismu de cremallera
editar
El mecanismu de cremallera aplicáu a los engranes constituyir una barra con dientes la cual ye considerada como un engrane de diámetru infinitu y un engrane de diente rectu de menor diámetru, y sirve pa tresformar un movimientu de rotación del piñón nun movimientu llinial de la cremallera, o viceversa.[14] Quiciabes la cremallera más conocida seya la que fornen los tornos pal desplazamientu del carru llonxitudinal.
![{\displaystyle v=(n*z*p)/60[m/s]}](https://wikimedia.org/api/rest_v1/media/math/render/svg/16293e799ea53912bdc3363fc286d99f90f30dfd)
n:velocidá angular. z:númberu de dientes de la rueda dentada. p:pasu.
Engrane llocu o entemediu
editar
Nun engrane simple d'un par de ruedes dentaes, la exa impulsor que se llama exa motora tien un sentíu de xiru contrariu al que tien la exa conducida. Munches vegaes, nes máquines, esto nun ye conveniente, porque ye necesariu que los dos exes xiren nel mesmu sentíu. Pa consiguir esti oxetivu entrepolar ente los dos engranes un tercer engrane que xira llibre nuna exa, y que lo único que fai ye invertir el sentíu de xiru de la exa conducida, porque la rellación de tresmisión nun s'alteria n'absolutu. Esta rueda entemedia fai les vegaes de motora y conducida y polo tanto nun alteria la rellación de tresmisión.[15] Un exemplu de rueda o piñón entemediu constituyir el mecanismu de marcha tras de los vehículos impulsaos por motores de combustión interna, tamién monten engranes llocos los trenes de laminación d'aceru. Los piñones planetarios de los mecanismos diferenciales tamién actúen como engranes llocos entemedios.
Mecanismu piñón cadena
editar
El mecanismo piñón cadena ye un métodu de tresmisión bien utilizáu pa tresmitir un movimientu xiratoriu ente dos exes paralelos que tean bastante separaos. Ye'l mecanismu de tresmisión qu'utilicen les bicicletes, motos y munches máquines ya instalaciones industriales. Tamién s'emplega en sustitución de los reductores de velocidá por polea cuando ye importante evitar el deslizamiento ente la rueda conductora y el mecanismu de tresmisión (nesti casu una cadena).
Esti mecanismu componer de tres elementos: dos piñones, unu en cada unu de les exes, y una cadena zarrada. Los dientes de los piñones engranen de manera bien precisa nos eslabones de la cadena, tresmitiéndose asina'l movimientu.[16]
Comparáu col sistema correa-polea, el mecanismu piñón-cadena presenta la ventaya de poder tresmitir grandes potencies con un bon rendimientu enerxéticu magar ye más ruidosu y precisa llubricantes.[16]
Pa calcular la rellación de tresmisión valen les ecuaciones de les ruedes dentaes.
Polees dentaes
editarPa la tresmisión ente dos exes que tean separaos a una distancia onde nun seya económicu o téunicamente imposible montar una tresmisión por engranes recurrir a un montaxe con polees dentaes que caltienen les mesmes propiedaes que los engranes esto ye, qu'eviten el patinamiento y caltienen exactitú na rellación de tresmisión.
Los datos más importantes de les polees dentaes son:
Númberu de dientes, pasu, y anchu de la polea
El pasu ye la distancia ente los centros de les ranuras y mídese nel círculu de camín de la polea. El círculu de camín de la polea dentada coincide cola llinia de camín de la banda correspondiente.
Les polees dentaes fabricar en diversos materiales tales como aluminiu, aceru y fundición.
Les polees dentaes normalizaes fabricar nos siguientes pasos en pulgaes: MXL: Mini Extra Llixeru (0.080"), XL: Extra Llixeru (0.200"), L: Llixeru (0.375"), H: Pesáu (0.500"), XH: Extra Pesáu (0.875") y XXH: Doble Extra Pesáu (1.250").
Los pasos métricos son los siguientes:
T2,5 (Pasu 2,5 mm), T5 (Pasu 5 mm), T10 (Pasu 10 mm) y T20 (Pasu 20 mm).[17][18]
Exes estriaes
editar
Denominar exes estriaes (splined shaft) a les exes que se -yos mecaniza unes ranuras na zona que tien p'acoplase con un engrane o otros componentes pa dar mayor rixidez al acoplamientu que la que produz un simple chavetero. Estes exes estriaes nun son en si un engrane pero la forma de mecanizarlos ye similar a la que s'utilicen pa mecanizar engranes y por eso formen parte d'esti artículu. Les exes estriaes acoplar a los furacos de engranes o otros componentes que fueron mecanizados en brochadores por que el acoplamientu seya fayadizu. Esti sistema de fixación ye bien robezu. Utilizar en engranes de caxes de velocidaes y en palieres de tresmisión. Hai una norma que regula les dimensiones y formatu de les exes estriaes que ye la norma DIN-5643.[19]
Aplicaciones de los engranes
editar
Esiste una gran variedá de formes y tamaños de engranes, dende los más pequeños usaos en reloxería y preseos científicos (algámase'l módulu 0,05) a los de grandes dimensiones, emplegaos, por casu, nos amenorgamientos de velocidá de les turbinas de vapor de los buques, nel accionamiento de los fornos y molinos de les fábriques de cementu, etc.
El campu d'aplicación de los engranes ye práuticamente ilimitáu. Atópase nes centrales de producción d'enerxía llétrica, hidroeléctrica y nos elementos de tresporte terrestre: llocomotores, automotores, camiones, automóviles, tresporte marítimu en buques de toes clases, aviones, na industria siderúrxica: laminadores, tresportadores, etc., mines y estelleros, fábriques de cementu, grúes, montacargas, máquines-ferramientes, maquinaria testil, d'alimentación, de vistir y calzar, industria químico y farmacéutico, etc., hasta los más simples movimientos de accionamiento manual.
Toa esta gran variedá d'aplicaciones del engrane puede dicise que tien por única finalidá la tresmisión de la rotación o xiru d'una exa a otru distintu, amenorgando o aumentando la velocidá del primeru.
Inclusive, dalgunos engranes coloríos y fechos de plásticu son usaos en dellos xuguetes educativos.
Bombes hidráuliques
editar
Una bomba hidráulica ye un dispositivu tal que recibiendo enerxía mecánica d'una fonte esterior tresformar nuna enerxía de presión transmisible d'un llugar a otru d'un sistema hidráulicu al traviés d'un líquidu que les sos molécules tean sometíes precisamente a esa presión. Les bombes hidráuliques son los elementos encargaos d'impulsar l'aceite o líquidu hidráulico, tresformando la enerxía mecánica rotatoria n'enerxía hidráulica.[20]
Hai un tipu de bomba hidráulica que lleva nel so interior un par de engranes d'igual númberu de dientes que al xirar provoquen que se produza'l trasiegu d'aceites o otros líquidos. Una bomba hidráulica fornir toles máquines que tengan circuitos hidráulicos y tolos motores térmicos pa lubricar les sos pieces móviles.
Mecanismu diferencial
editar
El mecanismu diferencial tien por oxetu dexar que cuando'l vehículu dea una curva les sos ruedes propulsores puedan describir les sos respeutives trayectories ensin patinar sobre'l suelu. La necesidá d'esti dispositivu esplicar pol fechu de que al dar una curva'l coche, les ruedes interiores a la mesma percuerren un espaciu menor que les asitiaes nel llau esterior, yá que les primeres describen una circunferencia de menor radiu que les segundes.
El mecanismu diferencial ta constituyíu por una serie de engranes dispuestos de tala forma que dexa a los dos ruedes motrices de los vehículos xirar a velocidá distinta cuando circulen por una curva. Asina si'l vehículu toma una curva a la derecha, les ruedes interiores xiren más adulces que les esteriores, y los satélites atopen mayor dificultá en mover los planetarios de los semiexes de la derecha porque empiecen a rotar alredor de la so exa faciendo xirar los planetarios de la izquierda a una velocidá llixeramente cimera. D'esta forma provoquen una rotación más rápida del semiexe y de la rueda motriz esquierda.
El mecanismu diferencial ta constituyíu por dos piñones cónicos llamaos planetarios, xuníos a estremos de los palieres de les ruedes y otros dos piñones cónicos llamaos satélites montaos nos estremos de les sos exes porta satélites y que s'engranen colos planetarios.
Una variante del diferencial convencional ta constituyida pol diferencial autoblocante que s'instala opcionalmente nos vehículos tou terrén pa viaxar sobre xelu o nieve o pa tomar les curves a gran velocidá en casu de los automóviles de competición.[21]
Caxa de velocidaes
editar
Nos vehículos, la caxa de cambeos o caxa de velocidaes ye l'elementu encargáu d'acoplar el motor y el sistema de tresmisión con distintes rellaciones d'engranes o engranes, de tala forma que la mesma velocidá de xiru del cigoñal puede convertise en distintes velocidaes de xiru nes ruedes. La resultancia na ruedes de traición xeneralmente ye l'amenorgamientu de velocidá de xiru y medría del torque.
Los dientes de los engranes de les caxes de cambéu son helicoidales y los sos cantos tán arredondiaos pa nun producir ruiu o refugu cuando se camuda de velocidá. La fabricación de los dientes de los engranes ye bien curiada por que sían de gran duración. Les exes del cambéu tán soportaos por rodamientos de boles y tol mecanismu ta somorguiáu n'aceite trupo pa caltenese de cutio lubricado.[22]
Reductores de velocidá
editar
Los reductores de velocidá son mecanismos que tresmiten movimientu ente una exa que rota a alta velocidá, xeneralmente un motor, y otru que rota a menor velocidá, por casu una ferramienta. Componer de xuegos de engranes de diámetros distintos o bien d'un torniellu ensin fin y corona.[23]
El reductor básicu ta formáu por mecanismu de torniellu ensin fin y corona. Nesti tipu de mecanismu l'efectu de la esfregadura nos lladrales del diente fai qu'estos engranes tengan los rendimientos más baxos de toles tresmisiones; dichu rendimientu asitiar ente un 40 y un 90% aproximao, dependiendo de les carauterístiques del reductor y del trabayu al que ta sometíu. Factores qu'alcen el rendimientu:
- Ángulos de meyora elevaos nel torniellu.
- Esfregadura baxa (bona lubricación) del equipu.
- Potencia tresmitida elevada.
- Rellación de tresmisión baxa (factor más determinante).
Esisten otres disposiciones pa los engranes nos reductores de velocidá, estes denominar conforme a la disposición de la exa de salida (exa lenta) en comparanza cola exa d'entrada (exa rápida). Asina pos seríen los llamaos reductores de velocidá de engranes coaxiales, paralelos, ortogonales y mestos (paralelos + ensin fin corona). Nos trenes coaxiales, paralelos y ortogonales considérase un rendimientu averáu del 97-98 %, nos mestos envalorar ente un 70 % y un 90 % de rendimientu.
Amás, esisten los llamaos reductores de velocidá de disposicíon epicicloidal, téunicamente son d'exes coaxiales y estrémense pol so formatu compactu, alta capacidá de trasmisión de par y la so estrema sensibilidá a la temperatura.
Les caxes reductores suelen fabricase en fundición gris dotándola de retenes por que nun sala l'aceite del interior de la caxa.
Carauterístiques de los reductores
- Potencia, en Kw o en Hp, d'entrada y de salida.
- Velocidá, en RPM, d'entrada y de salida.
- Velocidá a la salida.(RPM)
- Rellación de tresmisión[24]
- Factor de seguridá o de serviciu (Fs)
- Par tresmitíu (Mn1- Exa rápida) (Mn2-Exa lenta)
Mecanizado de engranes
editarTalláu de dientes
editar

Como los engranaxes son unos mecanismos que s'incorporen na mayoría de máquines que se constrúin y especialmente en toles que lleven incorporaos motores térmicos o eléctricos, fai necesariu qu'acaldía se tengan que *mecanizar millones de engranaxes distintos, y polo tanto'l nivel tecnolóxicu que s'algamó para *mecanizar engranaxes ye bien eleváu tantu nes máquines que s'utilicen como nes ferramientes de corte que los conformen.
Antes de proceder al mecanizáu de los dientes los engranaxes pasaron por otres máquines ferramientes tales como tornos o fresadores con toles dimensiones esteriores y furacos mecanizaos (si los tienen), dexando los escedentes necesarios en casu de que tengan que recibir tratamientu térmicu y posterior mecanizáu de dalguna de les sos zones.
El mecanizáu de los dientes de los engranaxes a nivel industrial realízase en máquines talladores construyíes ex professo pa esti fin, llamaes freses madres.
Carauterístiques téuniques de la talladora LC-500 LIEBHERR (Exemplu)[25]
Carauterístiques téuniques talladora engranes
editar- Módulu: 12/14
- Diámetru engrane: 500 mm
- Percorríu axial: 1000 mm
- Cursu schift: 220/300 mm
- Diámetro fresa de corte: 210 mm
- Llargor fresa de corte: 260 mm
- Velocidá de xiru: 1000 r.p.m.


El talláu de engranes en fresadora universal con mecanismu divisor, práuticamente nun s'utiliza, sicasí'l fresado d'exes estriaes con poques estríes tales como los palieres de les ruedes de camiones, si puede faese en fresadora universal pero con un mecanismu divisor automáticu y tando tamién automatizado tol procesu de movimientos de la fresadora.
Los engranes normales cilíndricos tanto rectos como helicoidales se mecanizan en talladores de gran producción y precisión, cada talladora tien los sos constantes y les sos tresmisiones fayadices pa fabricar el engrane que se programe. Tipu Liebherr, Hurth, Pfauter, etc.
Los engranes interiores nun se pueden mecanizar n'el talladores universales y pa esi tipu de mecanizados utilícense un talladores llamaes mortajadoras por xeneración, tipu Sykes.
Pa los engranes cónicos hipoides utilícense máquines talladores especiales tipu Gleason.[26]
Pal mecanizado de torniellos ensin fin glóbicos pueden utilizase máquines especiales tipu Fellows.
Achaflanáu y arrondáu de dientes
editarEsta operación realízase especialmente nos engranes desplazables de les caxes de velocidá pa facilitar l'engrane cuando se produz el cambéu de velocidá. Hai máquines y ferramientes especiales (Hurth) que realicen esta xera.[27]
Rectificáu de los dientes de los engranes
editarEl rectificáu de los dientes cuando ye necesariu faelo, realízase dempués de ser endurecida la pieza nun procesu de tratamientu térmicu fayadizu y puede realizase por rectificación por xeneración y rectificación de perfiles o con ferramientes CBN repasables o con capa galvanizada.
Los rectificaos de engranes con mueles y de perfiles ye una teunoloxía bien avanzada y llogró una capacidá bultable col usu de modernes ferramientes de corindón apiguráu.[28]
Bruñido
editarEl bruñido de los engranes aplicar a aquellos que tán sometíos a grandes resistencies, por casu el grupu piñón-corona hipoide de les tresmisiones de los camiones o tractores. El bruñido xenera una xeometría final de los dientes d'alta calidá nos engranes que fueron endurecíos, coles mesmes qu'ameyora'l desprendimientu y les estructures de les superficies.
Afiláu de freses
editarLes freses que s'utilicen pa tallar engranes son de perfil constante, lo que significa qu'almiten un númberu bien alzáu d'afilaos cuando'l filu de corte deterioróse. Esiste nel mercáu una amplia gama d'afiladores pa tolos tipos de ferramientes que s'utilicen nel mecanizado de los engranes.[29] La vida útil de les ferramientes ye unu de los asuntos más significativos con al respeutive de los costos y a la disponibilidad de producción. El afiladores modernes tán forníes, por casu, con accionamientos direutos, motores lliniares y sistemes dixitales de midida.[30]
Téuniques de percorríu del material
editarNes industries modernes y automatizadas de mecanizados la téunica de percorríu de material entiende la manipulación automática de pieces de trabayu nos sistemes de producción inclusive la carga y descarga de máquines-ferramientes según l'almacenamientu de pieces.
Xestión económica del mecanizado de engranes
editarCuando los inxenieros diseñen una máquina, un equipu o un instrumentu, facer por aciu l'acoplamientu d'una serie de componentes de materiales distintos y que riquen procesos de mecanizado pa consiguir les tolerancies de funcionamientu fayadizu.
La suma del costu de la materia primo d'una pieza, el costu del procesu de mecanizado y el costu de les pieces fabricaes de forma defectuosa constitúin el costu total d'una pieza. Dende siempres el desenvolvimientu teunolóxicu tuvo como oxetivu consiguir la máxima calidá posible de los componentes según el preciu más baxu posible tantu de la materia primo como de los costos de mecanizado.
P'amenorgar el costu del mecanizado de los engranes actuóse nos siguientes frentes:
- Consiguir materiales cada vez meyor mecanizables, materiales qu'una vegada mecanizados en blandiu son endurecíos por aciu tratamientos térmicos qu'ameyoren de forma bien sensible les sos prestaciones mecániques de durez y resistencia principalmente.
- Consiguir herramienta de corte d'una calidá estraordinaria que dexa aumentar de forma considerable les condiciones teunolóxiques del mecanizado, esto ye, más revoluciones de la ferramienta de corte, más meyora de trabayu, y más tiempu de duración del so filu de corte.
- Consiguir talladores de engranes más robustes, rápides, precises y afeches a les necesidaes de producción que consiguen amenorgar sensiblemente'l tiempu de mecanizado según consiguir pieces de mayor calidá y tolerancia más estreches.
Pa menguar l'índiz de pieces defectuoses consiguióse automatizar al máximu'l trabayu de los talladores, construyendo talladores automátiques bien sofisticaes o empuestes por control numbéricu qu'executen un mecanizado d'alcuerdu a un programa establecíu primeramente.
Cálculu de engranes
editarLlámase cálculu de engranes a les operaciones de diseñu y cálculu de la xeometría d'un engrane, pa la so fabricación. Principalmente los diámetros y el perfil del diente. Tamién se consideren los cálculos de les tresmisiones cinemátiques qu'hai que montar nes máquines talladores d'alcuerdu a les carauterístiques que tenga'l engrane, y que ta en función de les carauterístiques de la máquina talladora que s'utilice.
Rellaciones de tresmisión
editar

Hai tres tipos de tresmisiones posibles que s'establecen por aciu engranes:[31]
- Tresmisión simple #
Tresmisión con piñón entemediu o llocu # Tresmisión compuesta por dellos engranes conocíu como tren de engranes.
La tresmisión simple formar dos ruedes dentaes, el sentíu de xiru de la exa conducida ye contrariu al sentíu de xiru de la exa motora, y el valor de la rellación de tresmisión ye:
Ecuación xeneral de tresmisión:



La tresmisión con piñón entemediu o llocu ta constituyida por trés ruedes dentaes, onde la rueda dentada entemedia solamente sirve pa invertir el sentíu de xiru de la exa conducida y faer que xire nel mesmu sentíu de la exa motora. La rellación de tresmisión ye la mesma que na tresmisión simple.
La tresmisión compuesta utilízase cuando la rellación de tresmisión final ye bien alta, y nun puede consiguise con una tresmisión simple, o cuando la distancia ente exes ye bien grande y sería necesariu faer ruedes dentaes de gran diámetru. La tresmisión compuesta consiste en dir entrepolando pares de ruedes dentaes xuníes ente la exa motora y la exa conducida. Estes ruedes dentaes xiren de forma llibre na exa que s'agospien pero tán xuníos de forma solidaria los dos ruedes dentaes de forma qu'unu d'ellos actúa de rueda dentada motora y l'otru actúa como rueda dentada conducida. La rellación de tresmisión de tresmisiones compuestes ye:
Ecuación xeneral de tresmisión:


Tratamientu térmicu de los engranes
editarLos engranes tán sometíos a grandes presiones tantu na superficie de contautu y por eso'l tratamientu que la mayoría d'ellos recibe consiste nun tratamientu térmicu de cementación o nitruración colo cual llógrase una gran durez na zona de contautu de los dientes y una tenacidá nel nucleu qu'evite'l so frayatu por un sobreesfuerzo.
La cementación consiste n'efectuar un calentamientu enllargáu nun fornu d'atmósfera controlada y suministra-y carbonu hasta que s'introduza na superficie de les pieces a la fondura que se deseye. Una vegada cementada la pieza someter a temple, colo cual llógrase gran durez na capa esterior, ideal pa soportar los esfuercios de resfregón a que se someten los engranes.
Los engranes que se someten a cementación tán fabricaos d'aceros especiales afechos pa la cementación.
Otres vegaes el tratamientu térmicu que s'aplica a los engranes ye'l de nitruración, que ta basáu na aición qu'exercen sobre la superficie esterior de les pieces l'aición del carbonu y del nitróxenu. La nitruración amenorga la velocidá crítica d'enfriamientu del aceru, algamando un mayor grau de durez una pieza nitrurada y templada que cementada y templada, entá pa un mesmu tipu de material.
Na actualidá, y particularmente na industria de la automoción, tán supliéndose aceros aleados por aceros más senciellos daes les grandes ventayes téuniques qu'ufierta la nitruración (elevaes dureces, regularidaes de temple, menos deformaciones...). Nos procesos de nitruración puede llograse capes ente 0.1-0.6 mm, siendo les dureces na periferia del orde de los 60-66 HRC.
La nitruración ye un procesu pa endurecimientu superficial que consiste n'enfusar el nitróxenu na capa superficial. La durez y la gran resistencia a la gastadura vienen de la formación de los nitruros que formen el nitróxenu y los elementos presentes nos aceros sometíu a tratamientu.
Dacuando hai engranes que se-yos aplica un temple por inducción onde'l calentamientu ye llindáu a la zona a tratar y ye producíu por corrientes alternatives inducíes. Cuando s'asitia un cuerpu conductor dientro del campu d'una bobina o d'un solenoide con corrientes de media o alta frecuencia, el cuerpu ye envolubráu por una corriente inducida, que produz el calentamientu. Pa ello emplégase inductores que tienen la forma apropiada del dentame que queremos tratar.
L'ausencia de too contautu ente'l inductor y la pieza sometida a calentamientu dexa'l llogru de concentraciones del orde de los 25.000 W cm−2. La velocidá de calentamientu ye cuasi unes 15 vegaes más rápida que por soplete. Pa templar una pieza por inducción va ser necesariu que tenga una espesura a lo menos unes diez veces cimera a la espesura que se desea templar. L'ésitu d'un bona broya mora n'atinar cola frecuencia de corriente de calentamientu, por que ésta produza una concentración abonda de corriente inducida na zona a templar.
El sistema que s'emplega nel calentamientu ye en dos ciclos. 10 000 ciclos pal calentamientu de la base de los dientes y 375 000 pal calentamientu de la periferia. Dempués d'efectuaos los dos calentamientos l'engrane ye somorguiáu n'agua o aceite en función del tipu d'aceru que sía.
Una posibilidá qu'esiste pa solucionar los problemes qu'apaecen nos engranes foi'l níquel químicu. Los depósitos de níquel confiéren-y a la pieza tratada una bona resistencia a la escomiu, una gran resistencia al resfregón y una gran durez con ayuda d'unos precipitaos concretos. El niqueláu químicu consíguese que les capes sían uniformes, siempres y cuando toles partes de la pieza tean en contautu cola solución y la composición d'esta caltenga constante, y l'espesura d'esta capa varia según el tiempu de tratamientu y la composición. Les pieces antes de ser trataes deben de pasar por otres fases como pueden ser el decapado, ataque, pa garantizar la so adhesión, y otra cosa a tener en cuenta ye que'l niqueláu químicu reproduz na superficie la rugosidad de la pieza tratada.[ensin referencies]
Verificación de engranes
editarLa verificación de engranes consiste en poder controlar los distintos parámetros que lo definen.
Pa midir la espesura cordal utilícense pie de rei de doble nonio y micrómetros de platillo.
La midida de la espesura de los dientes por aciu pie de rei de doble nonio, namái s'utiliza polo xeneral cuando se trata engranes de módulu grande y mecanizado de forgue.
Pa midir la espesura de engranes de precisión utiliza un micrómetru de platillo y escuéyese el númberu de dientes a abrazar por que'l contautu ente los lladrales de los dientes y los platillos producir na circunferencia primitiva.
La midida por aciu comparadores utilizar con patrones de puesta a puntu pa cada operación de control.
La verificación en proyeutor de perfiles utilizar pa midir sobre la imaxe amplificada o verificar utilizando plantíes fayadices toles carauterístiques del engrane.
La midida de la escentricidá d'un engrane que ye'l descentramiento del diámetru primitivu respectu a la exa de referencia de la pieza, puede verificase:
- Con comparador y baniella cubicada
- Por rodadura contra un perfil patrón.
Los engranes maestros clasificar en delles calidaes acordies con DIN3790 y 58420. Los sos dientes una vegada mecanizados pasen por un procesu de súper acabáu. Mientres la midida según esti principiu los engranes a controlar fáense engranar con engranes maestros.[32]
Lubricación de engranes
editarLes tresmisiones por engranes principalmente les que tán sometíes a un gran esfuerciu y funcionamientu de gran velocidá tienen que tener el llubrificante fayadizu pa poder contribuyir a caltener les sos propiedaes mecániques mientres l'usu:[33]
La clasificación de los llubrificantes de tresmisión d'usu industrial realizar según distintos criterios:[34]
Especificaciones téuniques de los llubrificantes
editarLes especificaciones de los llubrificantes de tresmisión difieren llixeramente según l'ente que les emitiera.
N'Europa les especificaciones más conocíes son les que la norma DIN 51517 defini como LLUBRICANTES tipu CLP. A los propósitos d'esta norma, LLUBRICANTES CLP son aquellos basaos n'aceite mineral incluyendo aditivos diseñaos p'aumentar les propiedaes anticorrosivas (Símbolu C), aumentar la resistencia al avieyamientu (Símbolu L), y menguar la gastadura (Símbolu P)". Esta norma define les mafes pa los graos ISO 68, 100, 150, 220, 320, 460, y 680.
Eleición del llubrificante y la so mafa más fayadiza
editarEl primer indicador del llubrificante a utilizar nun determináu equipu tien de ser siempres l'encamientu del fabricante que lu hai diseñáu y conoz les sos necesidaes.
La eleición de la fayadiza mafa pa un sistema de engranes de dientes rectos o helicoidales ye dependiente de potencia espresada en kW o HP
- amenorgamientos múltiples o simples
- velocidá espresada en rpm
- tipu de lubricación (circulación o chiscáu)
Caltenimientu preventivu de les tresmisiones
editarEl cambéu de llubrificantes y el caltenimientu de los niveles nes caxes de tresmisiones por engranes forma parte del caltenimientu preventivu qu'hai que realizar a tou tipu de máquines dempués d'un periodu de funcionamientu. Esti caltenimientu puede tener una frecuencia n'hores de funcionamientu, en quilómetros percorríos o en tiempu cronolóxicu, selmanal, mensualmente o añalmente.
Deterioru y fallu de los engranes
editarLos dos principales fontes de fallu nun diente d'engrane son por resfregón y flexón, (llamaos tamién pitting y bending n'inglés), esto ye por cuenta de que les fuercies lóxiques mientres la tresferencia de la fuercia pol diente/engrane, el resfregón de diente contra diente y la fuercia que deben d'aguantar los dientes, (el que tresfier y el que recibe), como podemos apreciar na gráfica del desplazamientu del puntu d'engrane.
Por cuenta del resfregón sobre la superficie de los dientes, esta área se despasivisa, una de les cualos vuélvese anódica, mientres la otra vuélvese catódica, conduciendo esta zona a un escomiu galvánicu alcontrada. L'escomiu enfusa la masa del metal, con iones d'espardimientu llindaos. Esti mecanismu d'escomiu per resfregón ye probablemente la mesma que l'escomiu por resquiebros crevice corrosion
Pa embrivir el deterioru del resfregón ye necesariu escoyer el llubricante fayadizu, tomando en cuenta non solo la potencia de l'aplicación, según la temperatura, ciclu de trabayu, etc.
La flexón solo puede embrivise escoyendo los materiales fayadizos y/o escoyendo más material pal diente / engrane, n'otres pallabres, escoyendo un engrane más grande.
Como tou elementu téunicu'l primer fallu que puede tener un engrane ye que nun fuera calculáu colos parámetros dimensionales y de resistencia fayadiza, colo cual nun ye capaz de soportar l'esfuerciu al que ta sometíu y deteriórase o ruempe con rapidez.

El segundu fallu que puede tener un engrane ye que'l material col que foi fabricáu nun axunta les especificaciones téuniques afeches principalmente les de resistencia y tenacidá.
Tamién puede ser causa de deterioru o rotura si'l engrane nun se fabricó coles cotes y tolerancies riquíes o nun foi montáu y afechu na forma fayadiza.
Igualmente puede aniciase el deterioru prematuru d'un engrane ye que nun se-y efectuó'l caltenimientu fayadizu colos llubrificantes que-y sían propios d'alcuerdu a les condiciones de funcionamientu que tenga.
Otra causa de deterioru ye que por un sobre esforcio del mecanismu superen les llendes de resistencia del engrane.
La capacidá de tresmisión d'un engrane vien llindada:
- Pol calor xeneráu, (calentamientu)
- Fallu de los dientes por frayatu (sobre esforcio súbitu y secu)
- Fallu per fatiga na superficie de los dientes (lubricación deficiente y durez desaparente)
- Ruiu como resultante de vibraciones a altes velocidaes y cargues fuertes.
Los deterioros o falles que surden nos engranes tán rellacionaes con problemes esistentes nos dientes, na exa, o una combinación de dambos. Les falles rellacionaes colos dientes pueden tener el so orixe en sobrecargues, gastadura y resquiebros, y les falles rellacionaes cola exa pueden debese a la desalliniación o desequilibráu del mesmu produciendo vibraciones y ruios.[35]
Ver tamién
editar- Polea
- Correa de tresmisión
- Cadena de tresmisión
- Tribología (diseñu de engranes)
Referencies
editar- ↑ Varios autor (1985). Enciclopedia de Ciencia y Téunica. Tomu 5 Engrane. Salvat Editores S. A.. ISBN 84-345-4490-3.
- ↑ 2,0 2,1 Tuliu Piovan, op.cit.
- ↑ AL-HASSAN, Ahmad Y.. «Transfer of Islamic Technology to the West» (inglés). History of Science and Technology in Islam. Archiváu dende l'orixinal, el 5 de marzu de 2010. Consultáu'l 15 de payares de 2009.
- ↑ DE SOLLA PRICE, Derek J. (Xunu de 1959). «An Ancient Greek Computer». Scientific American.
- ↑ Diseñu de engranes
- ↑ Development of Gear Technology and Theory of Gearing (inglés).
- ↑ LARBÁBURU ARRIZABALAGA, Nicolás (2004). Máquines. Prontuario. Téuniques máquines ferramientes. Engranes cilíndricos de dientes rectos. Páxina 320. Madrid: Thomson Editores. ISBN 84-283-1968-5.
- ↑ Millán Gómez, Simón (2006). Procedimiento de Mecanizado. Engranes cilíndricos helicoidales d'exes paraleles, páxina 333. Madrid: Editorial Paraninfu. ISBN 84-9732-428-5.
- ↑ «Engranes cónicos. Diseñu mecánicu I. Universidá Pontificia Católica de Chile. Departamentu d'Inxeniería Mecánica». Archiváu dende l'orixinal, el 2012-02-04.
- ↑ Engranes cónicos dientes rectos Teoría de engranes Scamecánica
- ↑ Ponte trasera y diferencial. ¿Qué ye un engrane hipoide? Todomecánica
- ↑ 12,0 12,1 Zabalza Villava, I. (2010). Síntesis de mecanismos y máquines. , p.109
- ↑ Trenes de engranes. Alejo Avello. Tecnun (Universidá de Navarra)
- ↑ «Tresmisión de Movimientu y Esfuerciu». Archiváu dende l'orixinal, el 2009-02-21.
- ↑ Sentíu de xiru de los engranes. Concursu MEC, Autor CEJAROSU
- ↑ 16,0 16,1 Mecanismu piñón cadena
- ↑ Los pasos T2,5 T5 y T10 apaecen documentaos nel Catálogu Roller
- ↑ «Polees dentaes industriales». Archiváu dende l'orixinal, el 2009-02-15.
- ↑ Elementos de tresmisión
- ↑ «Descripción funcional de les bombes hidráuliques». Archiváu dende l'orixinal, el 2009-02-11.
- ↑ «Mecanismu diferencial. Mecánica virtual». Archiváu dende l'orixinal, el 2017-10-17.
- ↑ Varios autor (1984). Enciclopedia de Ciencia y Téunica. Tomu 2 Automóvil. Salvat Editores S. A.. ISBN 84-345-4490-3.
- ↑ «Cremalleres y caxes reductores». Archiváu dende l'orixinal, el 2012-02-02.
- ↑ Reductores de velocidá
- ↑ Carauterístiques téuniques fresadora de engranes Liebherr
- ↑ Carauterístiques téuniques talladora engranes cónicos Gleason
- ↑ «Carauterístiques téuniques d'una chaflanadora de engranes SAMPUTENSILI». Archiváu dende l'orixinal, el 2008-12-16.
- ↑ Liebherr Rectificadoras por xeneración y de perfiles
- ↑ «Carauterístiques téuniques. Rectificadora de freses madre». Archiváu dende l'orixinal, el 2018-06-13.
- ↑ «Afiláu de freses de perfil constante. Infomecánica». Archiváu dende l'orixinal, el 2007-07-17.
- ↑ Trenes de engrane. Concursu .cnice.mec. Autor CEJAROSU
- ↑ Control de engranes
- ↑ Normes de lubricante REPSOL YPF
- ↑ «Clasificación de mafa SAE d'aceite pa engranes automotrices. (SAE J306-xunetu de 1998)». Archiváu dende l'orixinal, el 2007-09-28.
- ↑ Analís de fallos en engranes
{kind=link}
{kind=link}
{kind=link}
Bibliografía
editar- MILLÁN GÓMEZ, Simón (2006). Procedimiento de Mecanizado. Madrid: Editorial Paraninfu. ISBN 84-9732-428-5.
- LARBURU ARRIZABALAGA, Nicolás (2004). Máquines. Prontuario. Téuniques máquines ferramientes.. Madrid: Thomson Editores. ISBN 84-283-1968-5.
- Varios autor (1984). Enciclopedia de Ciencia y Téunica. Salvat Editores S.A. ISBN 84-345-4490-3.
- PÉREZ, Alonso y JULIO, Jacinto (1992). Afaigas y tolerancies: mecanismos y engranes. Universidá Politéunica de Madrid. Escuela Universitaria d'Inxeniería Téunica Aeronáutica. ISBN 84-87051-18-9.
- COMAS, A.. Tecnología resumida sobre engranes. Ediciones Cedel. ISBN 84-352-0310-7.
- Institutu Nacional de Racionalización y Normalización (España) (1977). Transmisión. Rodamientos. Engranes. Tuberíes. Conseyu Cimeru d'Investigaciones Científiques. ISBN 84-00-03530-5.
- MONTOYA MORENO, Felipe (1993). Fundamento de la xeometría de los engranes. Universidá de Valladolid. Secretariáu de Publicaciones ya Intercambiu Editorial. ISBN 84-7762-367-8.
- RAMÓN MOLINER, Pedro (1980). Engranes. AUTOR-EDITOR 1116. ISBN 84-300-2212-0.
- TULIU PIOVAN, Marcelo (2004). «Trenes de engranes, reductores planetarios y diferenciales», Notes pa l'asignatura d'Elementos de Máquines. Universidá Teunolóxica Nacional (Facultá Rexonal de Bahía Blanca): Cátedra d'Elementos de Máquines.
Enllaces esternos
editar Wikimedia Commons acueye conteníu multimedia sobre engranes.
Wikimedia Commons acueye conteníu multimedia sobre engranes.- Kinematic Models for Design Digital Library (KMODDL) (n'inglés)
Filmas y semeyes de cientos de trabayando modelos mecánicos del diseñu a Cornell University. Tamién s'inclúi una biblioteca electrónica de testos históricos d'inxenieru mecánicu. - {{}}
- Esquema en 3D d'un par d'engranes helicoidales d'exes paraleles
- Esquema en 3D d'un par d'engranes helicoidales d'exes cruzaes
- Esquema en 3D d'un par d'engranes cónicos
- Esquema en 3D d'un par d'engranes de torniellu cientu
- Cálculu de la tresmisión d'una motocicleta Archiváu 2017-12-01 en Wayback Machine
Talladora de engranes PFAUTER: Constitución, Cálculos y Montaxe de la máquina